

创新引领、多元布局、智慧经营、联动增效

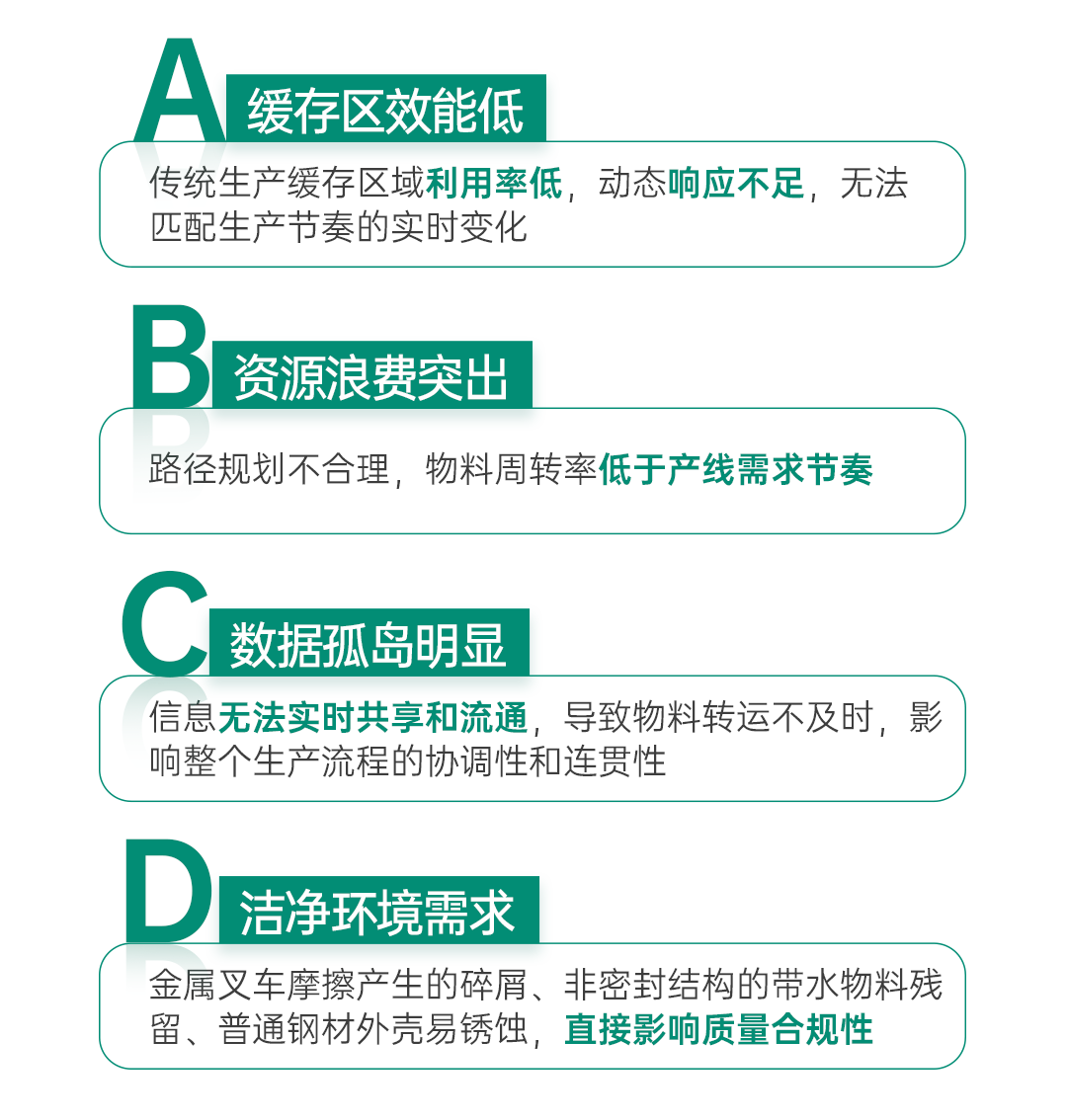
医疗行业必须严格遵循GMP标准,对物流体系的精准性、时效性及全链路可追溯性有着极为严苛的要求。面对高值耗材、精密器械及智能设备等多规格的产品体系,以及零容错的质量追溯标准,传统仓储物流模式深陷三重困境:动态响应滞后、资源调配粗放、数据协同断层。尤其在核心生产物料周转环节,缓存管理效率低下与信息系统孤岛化运行等结构性矛盾叠加,进一步加剧质量追溯的时效风险。
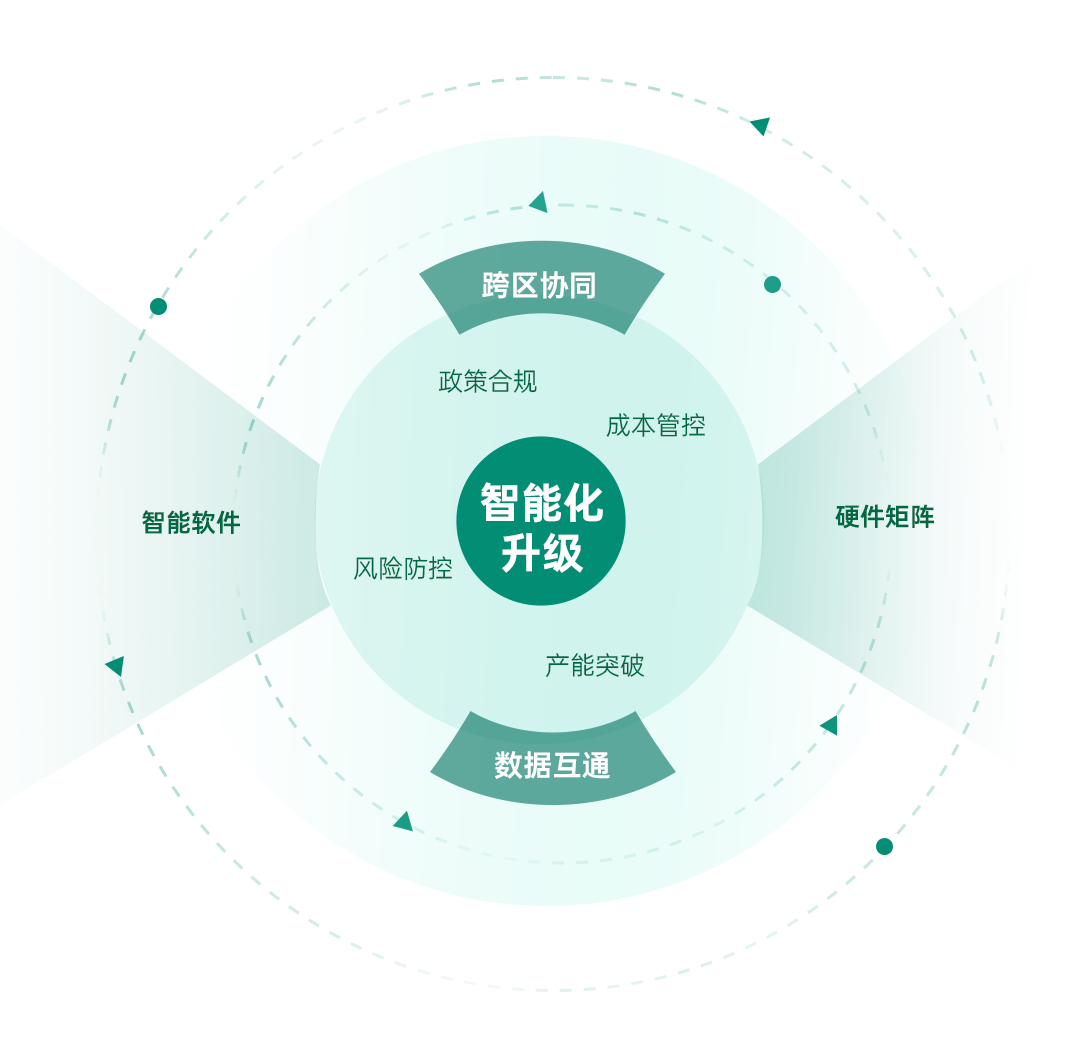
企业亟需通过数字化合规重塑,以智能物流中枢为引擎,从 「分散式作业」 到 「一体化协同」全方位转型,构建起高效、透明、可追溯的现代化供应链体系。
客户为国内某上市医疗器械制造企业,深耕医疗器械与制药装备领域,集研发、生产、销售于一体,其产业特性呈现"三高"特征——技术精度要求高、市场响应速度高、合规监管标准高。而传统仓储模式在运营效率、合规保障、全流程追溯等方面显然不足,难以满足现代医疗产业严苛的标准化要求。
在生产环节,企业需严格遵循批次管理规范,并对环境温湿度、洁净度实施精准控制。在设备运行层面,需构建无尘化作业环境并确保零颗粒物脱落的技术标准,这对生产装备的材料耐蚀性、结构密封性以及全生命周期运维管理提出了多维度的严苛挑战。因此,推进智能化升级不仅是突破发展瓶颈的关键举措,更是企业强化合规经营能力,构筑核心竞争优势的战略选择。
·医疗项目方案布局与规划
本项目为塑瓶线灭菌物流转运集成系统,构建智能化转运缓存库,以提升转运效能和作业安全性为核心目标,通过部署四向穿梭车立体运输系统,打造高效协同的智慧物流解决方案,实现灭菌前后合格产品的全流程自动化管理,涵盖待处理品智能缓存、合格品快速周转、动态路径优化等核心功能,有效解决传统人工转运效率低、易出错、空间利用率不足等问题,保障塑瓶生产线的连续性与稳定性。
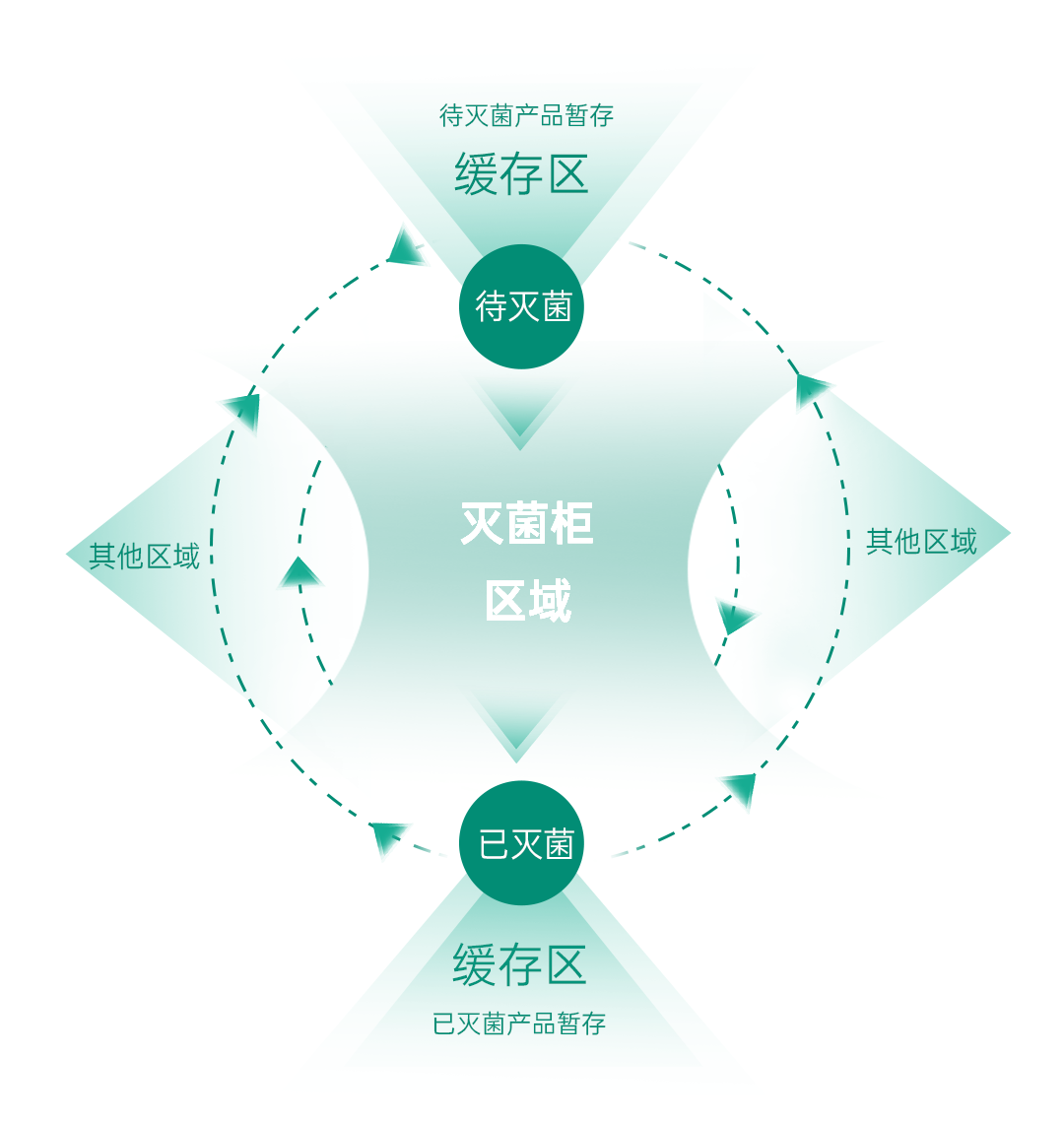
根据客户转运缓存库的作业流程与产品特性,方案采用四向车作为核心运输设备,合理规划四向车运行路线与产品输送路径,将库内空间划分为灭菌前产品缓存区、灭菌后产品缓存区、穿梭车运行通道等不同功能区域,确保各区域功能独立、互不干扰,实现产品从入库、缓存、转运到出库的有序作业。

·医疗项目数字化协同
医疗器械质量追溯贯穿生产、仓储、流通等全链条,需实时采集物料批次、流转节点、操作人员等多维数据。项目部署了 WCS 系统并完成与客户 WMS 系统的衔接,实现对灭菌前后产品出入库、库存管理及设备调度的智能化管控,通过实时采集生产进度与产品状态信息科学规划存储位置及转运顺序,借助大数据分析与算法优化动态监控库存并提升利用效率,有效避免库存积压或短缺情况,同时保障灭菌前后产品的全程追溯性。

根据客户功能需求、操作习惯偏好,为企业量身打造专属系统交互界面,操作人员可以通过该页面轻松完成对系统的各项操作,如应用逻辑、系统操作、设备模型切换、路径校验等。
·医疗项目设备定制化改造
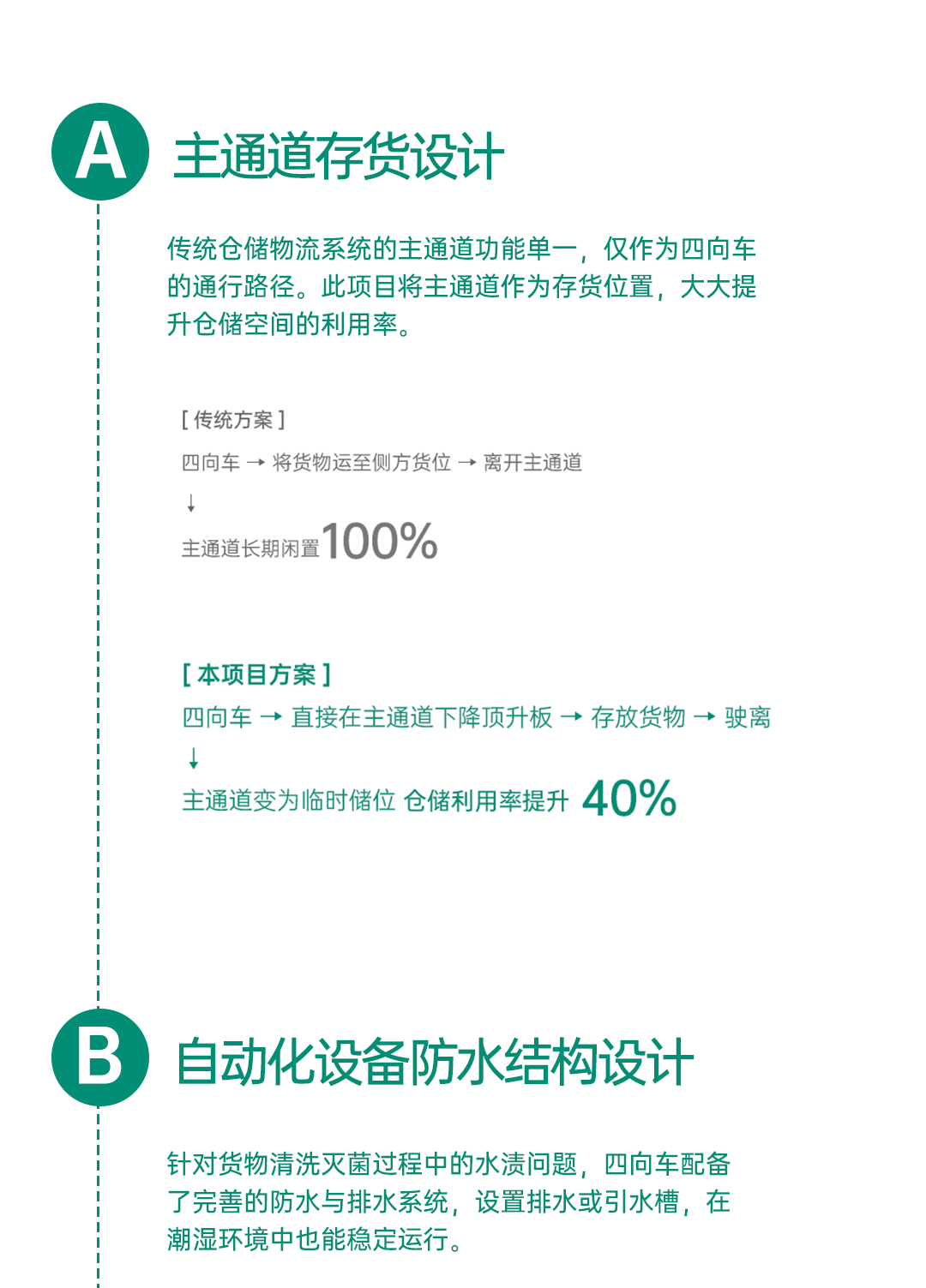
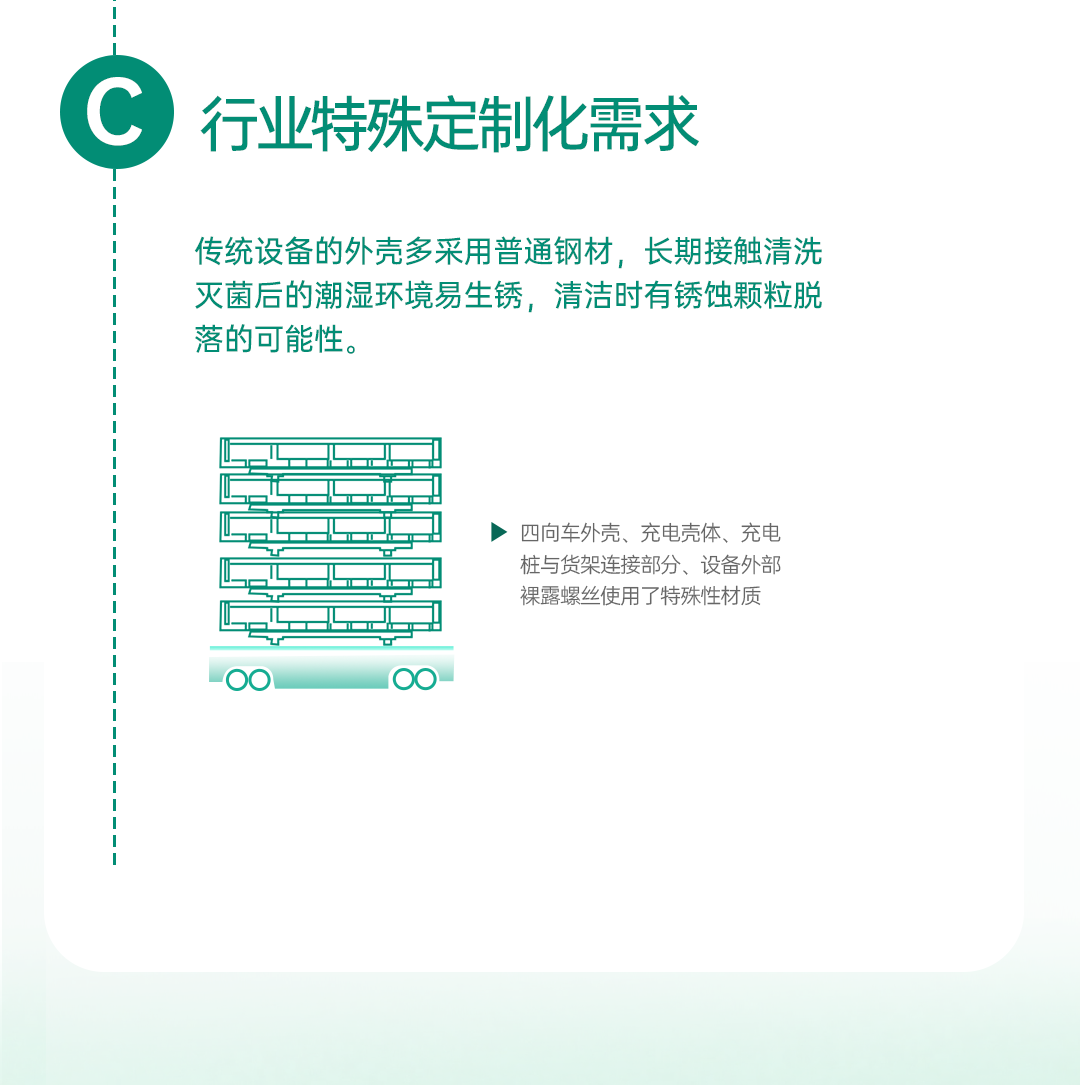
针对行业客户对生产设备材质、密封性能及清洁维护的严苛标准,项目从设备选型到系统设计均围绕洁净车间特殊工况展开,对设备系统实施了"材质抗腐+结构防水"专项定制改造,涵盖从符合洁净要求的材质选型到优化密封性的结构设计。

项目配置的四向车是基于多向轨道网络实现连续性货物转运的智能搬运设备,与常规四向车的1T载重能力相比,其额定载重能力达3.5T,具备全流程自动化作业、动态路径优化、多设备协同调度等核心功能,完美契合高密度仓储场景下对重载搬运、柔性调度及24小时连续作业的复合需求。
基于医疗器械制造行业“高精度、快响应、严合规”的产业特性,本项目引入四向车智能仓储解决方案,弥补了传统仓储在空间利用率、动态调度能力及系统协同性方面的技术不足,助力企业构建符合医疗标准的智能物流体系,实现塑瓶线灭菌前后产品的全流程柔性化升级。
上一篇:喜报 | 甲佳智能中标项目!
下一篇:喜报 | 甲佳智能中标四大项目!
电话:0371-55056818/5595 8100
地址:中国·河南省郑州市郑东新区心怡路319号易元国际B座19楼21-28
COPYRIGHT © 2010-2020 美和众邦集团有限公司 版权所有 备案号:粤ICP备15080932号-2


